


In the span of a blink, a team of researchers has shown you can turn liquid resin into a finished millimeter-scale object. The technique—called DISH—prints whole three-dimensional parts in roughly 0.6 seconds. That astonishing speed and the fine detail it preserves put DISH in the conversation for future micro-manufacturing and, yes, for new workflows in footwear design.
This guide explains DISH 3D printing in plain English, verifies the headline facts, and focuses on what the technology could realistically mean for 3D shoe designers, product engineers, and manufacturers who visit 3dshoes. You’ll get the principle, performance metrics, materials, real demos, practical tradeoffs, and actionable ideas for how DISH could fit into footwear R&D and production.
How DISH 3D printing works: volumetric holographic projection, step by step
One-sentence summary: DISH (Digital Incoherent Synthesis of Holographic light fields) uses a fast rotating optical projector and a high-speed digital micromirror device (DMD) to synthesize 3-D light intensity patterns in a stationary resin—so the entire object polymerizes simultaneously instead of being built layer by layer.
Key components & process:
- DMD (digital micromirror device). Millions of tiny mirrors flip on/off rapidly to create binary hologram frames that shape the laser beam.
- Rotating periscope / rotating optics. Instead of rotating the resin, DISH rotates the projected light field around a fixed container at high speed to deliver many angular projections in a short time.
- Coherent laser source. A single-wavelength laser (commonly ~405 nm in published demos) produces the coherent light necessary for precise holographic modulation.
- Dose accumulation & threshold curing. Each angular projection contributes part of the dose; where the cumulative dose exceeds a photopolymerization threshold, the resin cures to form solid voxels.
- Hologram optimization algorithms. Wave-optics-based iterative algorithms are used to compute the binary patterns so that the incoherent sum of many projections forms the intended 3-D intensity distribution.
Analogy: imagine computed tomography (CT) run in reverse: CT reconstructs an image from many X-ray projections; DISH creates a volume by projecting many designed light patterns from different angles.
Why the resin doesn’t need to move: earlier volumetric methods often rotate the sample (introducing vibrations and low rotation speeds). DISH keeps the resin still and instead rotates the light—allowing much faster exposures and stability.
Speed & resolution — the facts, verified
Headline demo metrics used in this guide (verified from the original research):
- Print time: ≈ 0.6 seconds for a millimetre-scale demonstration object.
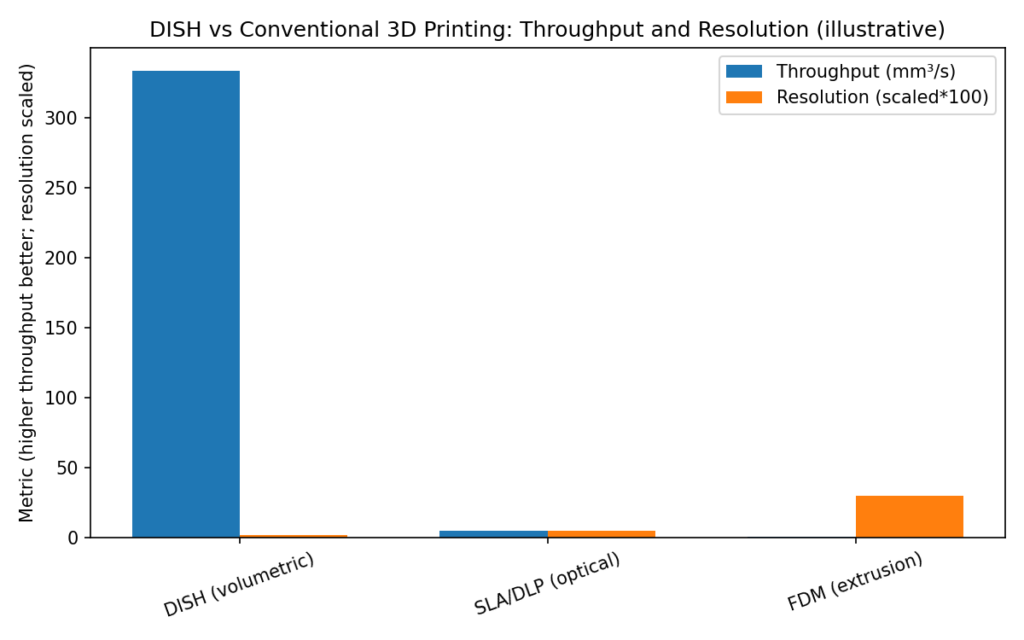
- Throughput: roughly 333 mm³/s for the ~200 mm³ demo object (derived from the paper’s timing and volume numbers).
- Resolution: experimental results report a stable printing resolution of ~19 μm across a 1-cm depth, with isolated features as fine as ~12 μm, and demonstrated uniform optical resolution down to ~11 μm experimentally in setup calibration.
- DMD & optics: the DMD updates at very high rates (tens of kHz) and the rotating periscope can spin at up to ~10 rotations per second in published setups.
Practical interpretation for footwear engineers: DISH’s strength is very fast production of small, highly detailed components—micro-lattice elements, micro-textured inserts, or micro-sensor housings—rather than printing whole shoes in one shot. For parts where micron-level control and high throughput of small pieces matter, DISH is promising.
Materials DISH supports
DISH has been demonstrated with a wide palette of photopolymer resins, spanning low-viscosity hydrogels (biocompatible) to stiff acrylates for rigid parts. Key examples from experiments include:
- PEGDA (polyethylene glycol diacrylate) — low viscosity (single-digit cP) aqueous mixes used for clear micro-parts and vascular mimics.
- GelMA (gelatin methacryloyl) — a soft, cell-friendly hydrogel used to print a bifurcated vascular model.
- SilMA (silk fibroin methacryloyl) — protein-based bioink for soft scaffolds.
- DPHA / BPAGDA / UDMA — higher-viscosity acrylates and oligomers for rigid micro-mechanical components.
Why this matters for shoes:
- Micro-architected cushioning: designers can create intricate lattice or graded micro-structures (for midsole or insole inserts) with precise voxel control and test many variants quickly.
- Embedded micro-components: housings for micro-sensors, optical elements for foot-tracking sensors, or microfluidic inserts for adaptive cushioning could be mass-produced as small, high-precision modules.
- Rapid iteration: because DISH handles low-viscosity resins at speed, it enables rapid sampling of material formulations and geometries for comfort tuning and surface texture testing.
Limitation: the currently-demonstrated build scale is millimetre to low-centimetre range; DISH is best used to produce many small elements that are later assembled into larger parts or combined with additive/subtractive hybrid processes.
Real demos & results — what the researchers printed
Examples used to validate DISH include:
- Small figurines and test models (demonstrating surface fidelity and detail).
- Helical tubes and bifurcated Y-tubes (printed in PEGDA and GelMA) used as vascular mimics—useful analogs for hollow channels and fluid paths.
- Rigid micro-parts in DPHA and BPAGDA for micro-mechanics.
- Flow-printing demonstration: DISH integrated with a flowing channel to print successive distinct parts in a stream—this shows a path toward high-throughput continuous manufacturing of small parts.
What to take away for footwear: these demos validate the core strengths—internal channels, thin-walled lumen, and complex micro-geometry. Think insert arrays, micro-lattice coupons, or customizable insole nodes produced at high speed and assembled into shoes.
DISH vs. SLA/DLP/FDM — practical comparison
Shortbuyer’s table (conceptual):
- DISH: one-shot volumetric curing; excels at mm-scale, fine features, and high batch throughput of small parts.
- SLA/DLP: layer-based optical curing; well-established, flexible build sizes, good mid-resolution; simpler equipment ecosystem for many users.
- FDM: extrusion-based; low cost, large builds, poor micron fidelity; great for prototypes and model form factors.
Decision rules for footwear work:
- Use DISH when you need many identical, high-detail microcomponents (e.g., micro-lattice tiles, sensor housings) at speed.
- Use SLA/DLP for full-size detailed prototypes and parts where larger build volumes matter.
- Use FDM for quick form-fitting prototypes and full-scale mechanical mockups.
Workflow idea: DISH-produced micro-architectures → assemble into midsole molds → combine with injection foaming or hybrid curing to scale to full-size midsoles.
Limitations, risks & open research questions
- Build scale: demonstrated best for millimetre-scale objects; tiling or modular assembly needed for larger parts.
- Optical access requirement: printing requires at least one clear optical window and controlled optical path.
- Dose control & stray curing: careful hologram optimization and calibration are required to prevent under- or over-exposure of nearby voxels.
- Biocompatibility & materials testing: while hydrogels have been used, live-cell printing or long-term mechanical properties require dedicated validation.
- IP & commercialization: the method has significant academic IP; licensing and collaboration paths will matter for commercial deployment.
Concrete ways footwear teams can experiment with DISH right now
- Micro-lattice test coupons: design 10–20 variations of lattice architecture (unit-cell, gradient, wall thickness) and have a lab produce small coupons to quickly measure compressive properties.
- Sensor housings & optics: prototype micro-housings for pressure or optical sensors that need internal channels and micro-alignments.
- Mold-texture stamps: print mm-scale texture tiles that can be tiled to make molds for surface feel testing.
- Flow-manufacturing pilot: collaborate with a university lab to test the flow-printing demo for mass production of small inserts.
FAQ
A: Demos show about 0.6 seconds for a millimetre-scale part; throughput depends on volume and optics.
A: Not yet—DISH is ideal for small, highly detailed parts; full-shoe production would need modular assembly or hybrid processes.
A: Materials demonstrated include biocompatible hydrogels and acrylates; any wearable part needs material testing for skin contact and mechanical durability.
Closing remarks
DISH represents a meaningful advance in volumetric 3D printing: it marries sub-second build times with micron-scale detail and a broad material palette. While DISH remains a research-driven technology today, its strengths — rapid production of many small, highly detailed components and compatibility with both soft and rigid photopolymers — make it particularly interesting for footwear R&D teams experimenting with micro‑architectures, sensor housings, and novel insert designs.
If you found this guide useful, keep exploring 3dshoes.com for more practical coverage of advanced manufacturing for footwear. Good next reads on our site include: How micro-lattices change midsole design, Selecting photopolymers for footwear inserts, and our research roundup on advanced 3D manufacturing. Bookmark this page and check back — we’ll update this guide as DISH and related volumetric printing methods mature.





{kind=link}